

 15639038682
15639038682
15639038682
15639038682
应用领域
 发布时间:2025-04-11
发布时间:2025-04-11 点击次数:
点击次数: 甲醇是一种重要的化工原料,广泛应用于燃料、溶剂、农药、医药等领域。传统的甲醇生产主要依赖于化石燃料,如煤、天然气等,但这种方法存在资源有限、环境污染等问题。生物质制甲醇技术利用可再生资源,具有原料来源广泛、环境友好等优点,近年来受到广泛关注。
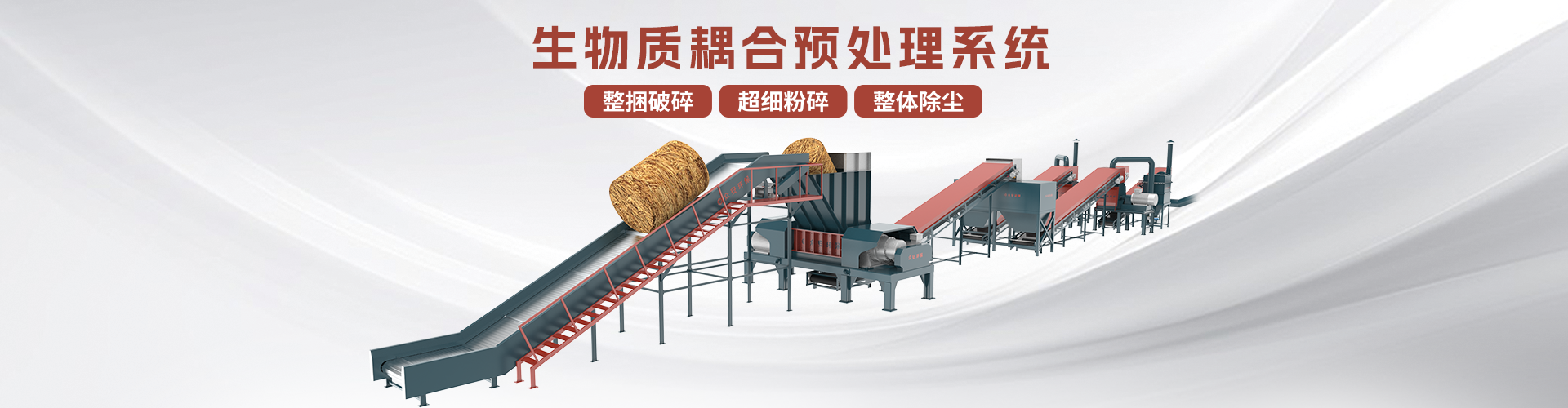
1、生物质制甲醇预处理——生产的关键基石
生物质制备绿色甲醇涉及一系列复杂工艺,预处理是其中至关重要的一环,直接关系到后续气化和合成反应的效率及产品质量。
(一)生物质制甲醇的完整工艺流程
其工艺流程涵盖预处理、气化、合成气净化、甲醇合成和精馏等多个步骤。预处理的好坏决定了整个生产过程的效益。
(二)关键预处理设备及作用
(三)高效预处理系统的集成优势
生物质预处理系统集成了破碎、均匀喂料、成型等成套工艺设备。其中,两级破碎设备能将物料处置到较小粒度,大大提高了成型机的效率。而且,成型机生产线采用模块化设计,每个独立生产单元都能保障生产的稳定性。同时,生产线还能整体设计负压收尘,确保了生产过程的安全环保。
(四)预处理过程中的精细操作
破碎与粉碎
通过破碎、撕裂和挤压等操作,对不同形态的生物质原料(如圆捆、方捆、散料等)进行处理,使其达到适合的尺寸,满足后续处理要求。

2.1 经济效益
原料成本低: 生物质原料来源广泛,价格相对低廉,可以有效降低甲醇生产成本。
产品附加值高: 甲醇是一种重要的化工原料,市场需求量大,价格相对稳定,经济效益可观。
产业链延伸: 生物质制甲醇可以带动农业、林业等相关产业的发展,创造更多的就业机会。
2.2 环保效益
减少温室气体排放: 生物质在生长过程中吸收二氧化碳,将其转化为甲醇可以有效减少温室气体排放,缓解全球气候变化。
减少污染物排放: 生物质制甲醇过程中产生的污染物较少,且易于处理,可以有效减少大气污染和水污染。
促进资源循环利用: 生物质制甲醇可以实现废弃物的资源化利用,减少对环境的污染。
3. 结论
生物质制甲醇技术具有广阔的发展前景,其预处理设备的优化和选择对于提高甲醇产量和降低生产成本至关重要。随着技术的不断进步和政策的支持,生物质制甲醇将成为未来清洁能源发展的重要方向,为实现可持续发展目标做出重要贡献。

zhongan_eco@163.com
 友情链接:
友情链接: Copyright © 2024-2025 郑州众安环保技术有限公司 版权所有 Powered by EyouCms 备案号:豫ICP备2021009816号-11 网站地图
 当前位置:
当前位置:  上一篇:
上一篇: 返回列表
返回列表